
全面了解涂布设备的涂布方式

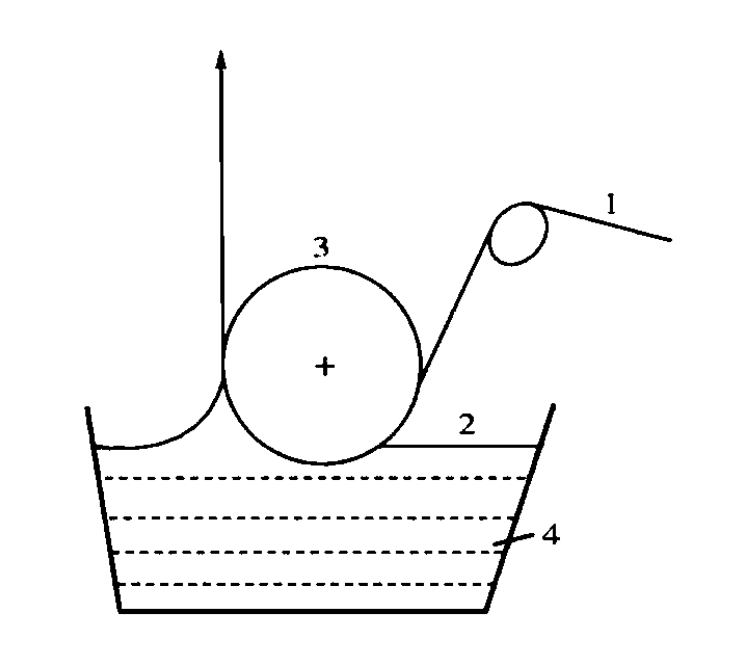
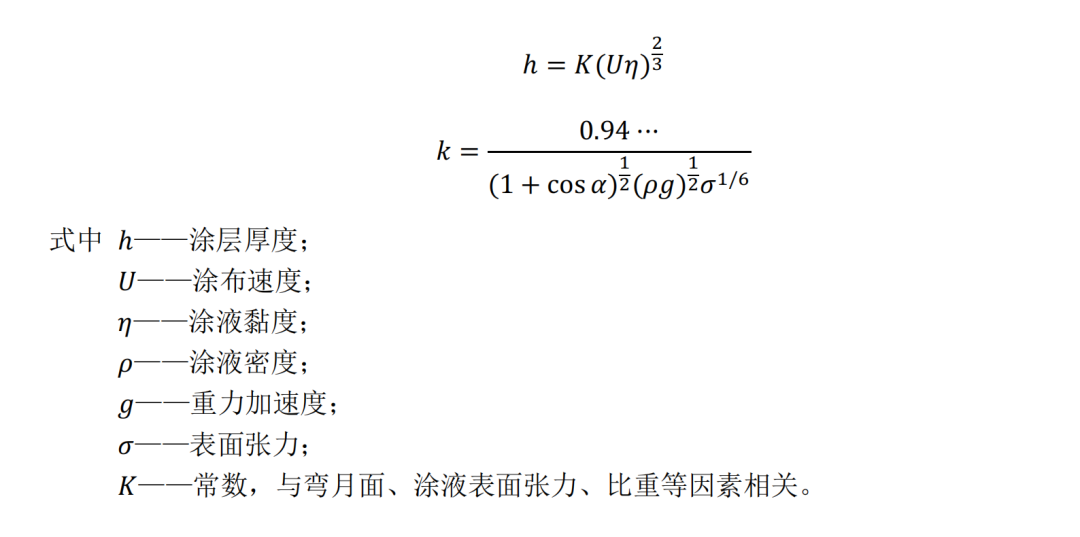
浸渍涂布工作原理
气刀涂布工作原理
涂布量<30g/m。
用于气刀涂布机的涂料固含量较低,对原纸的湿强度有较高的要求,干燥部的负荷也较大,同时限制了车速的进一步提高。气刀涂布纸的涂层保留原基材表面的轮廓,因此要求原纸的平滑度不能太低。气刀涂布机车速较高时,随着气刀风压增高、风量增大,飞浆的问题将会变得严重,因此回流槽设计应合理。
气刀涂布被广泛应用于高级美术印刷纸、无碳复写纸、重氮盐纸、压敏记录纸、热敏记录纸、静电复印纸、喷墨打印纸以及涂布板纸等多类产品的工业化生产中。
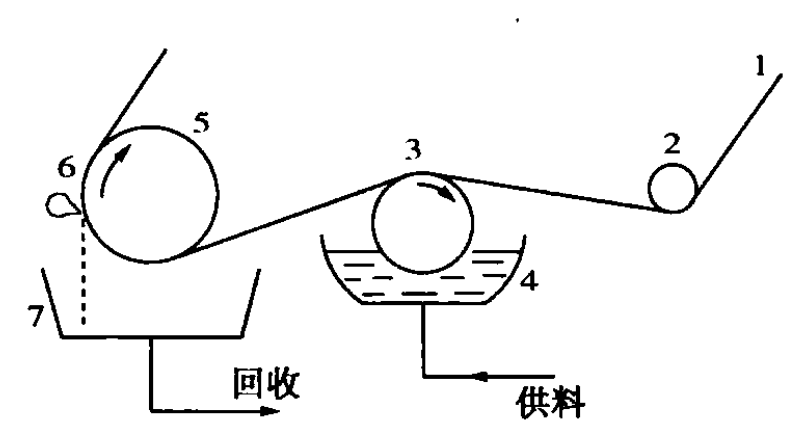
3、刮刀涂布
一种斜角钢片柔性刮刀涂布工作原理
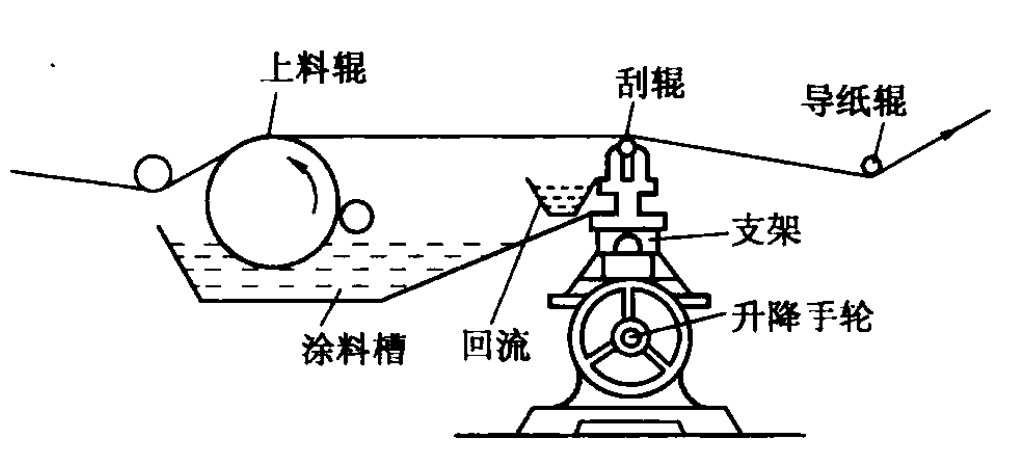
刮辊涂布工作原理

钢丝刮刀辊工作原理
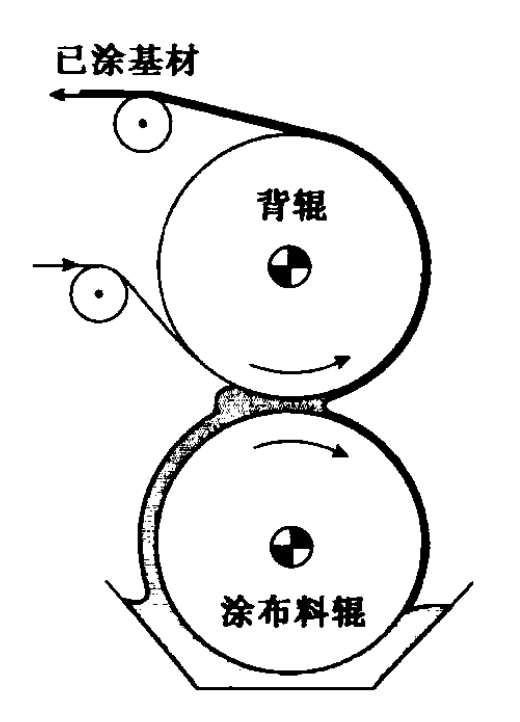
双辊涂布工作原理
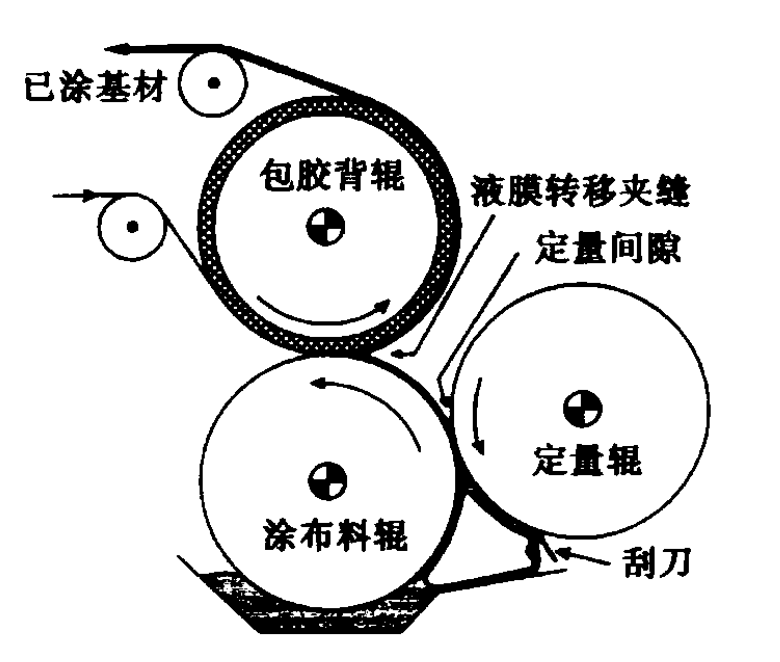
逆辊涂布工作原理
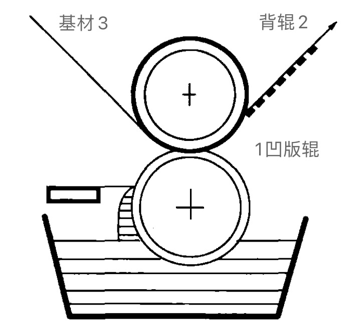
二辊凹版涂布工作原理
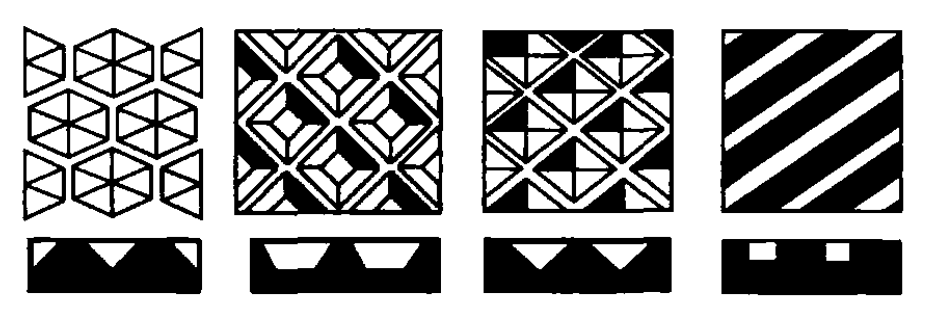
几种凹版辊的网纹图
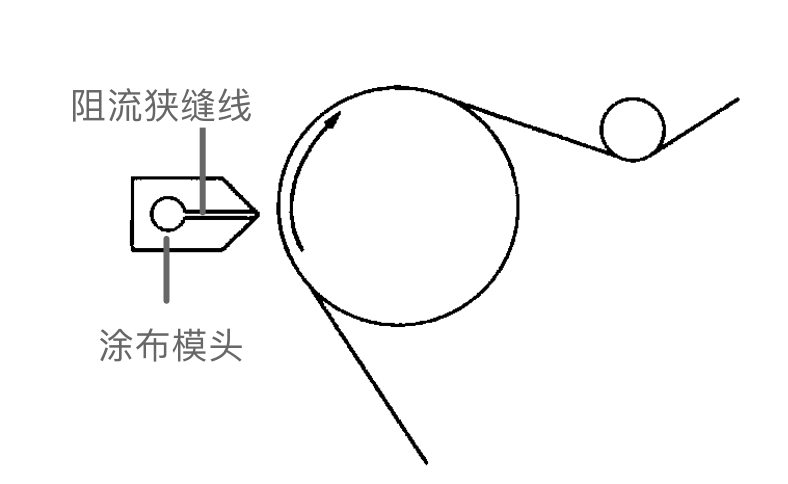
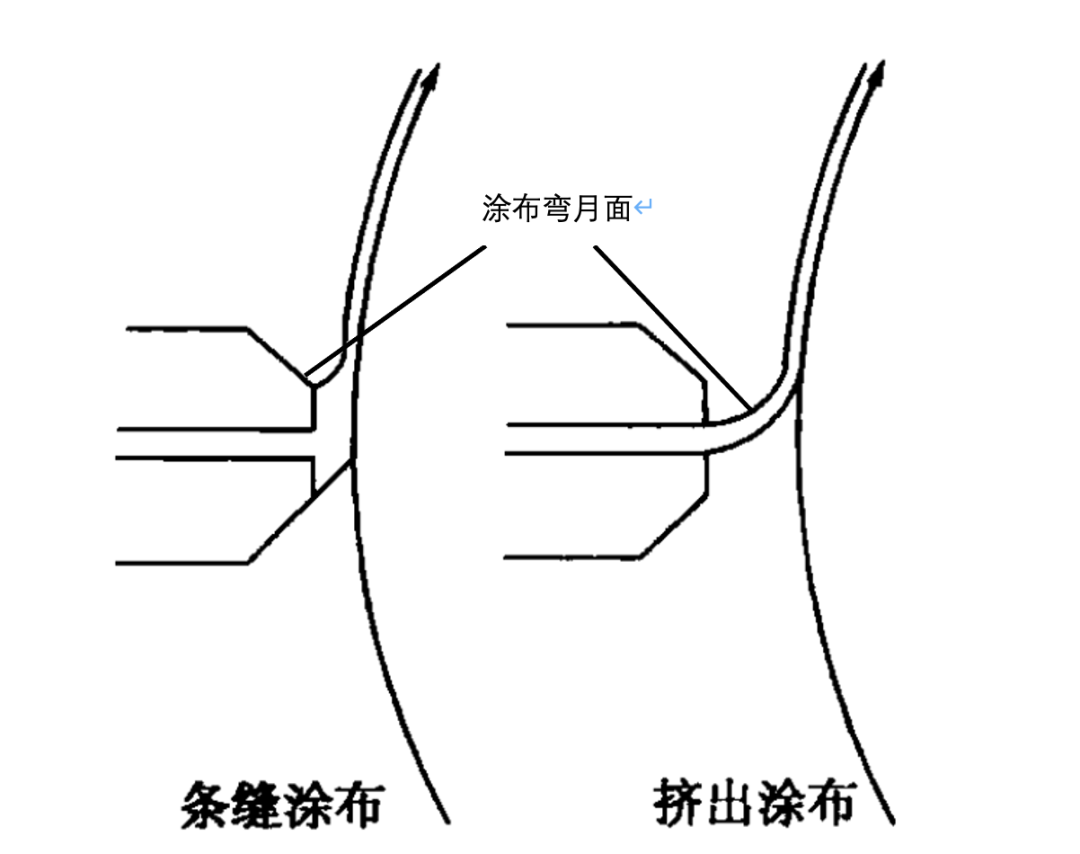
条缝涂布和挤压涂布工作原理
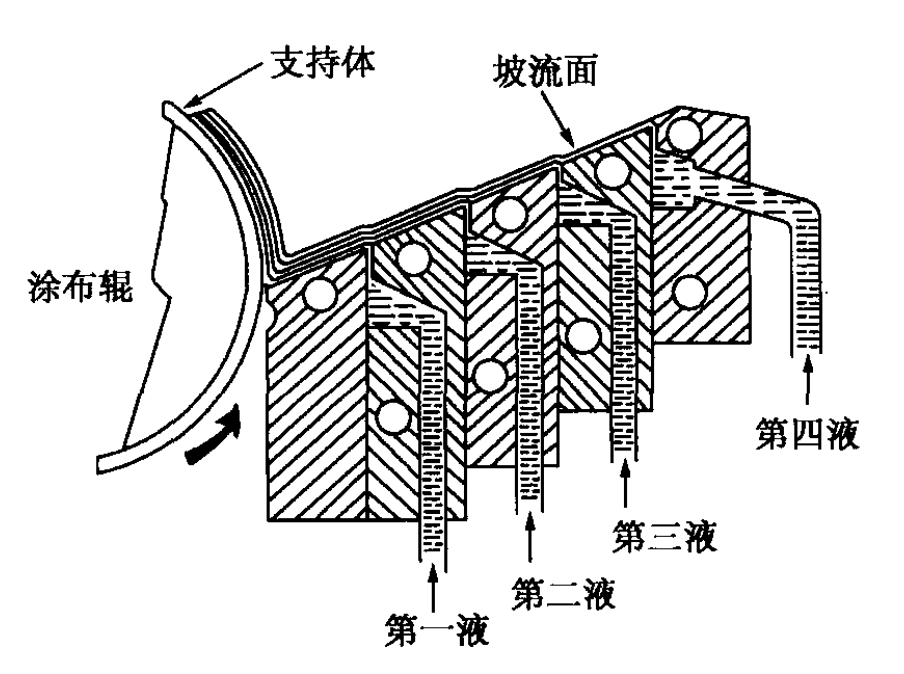
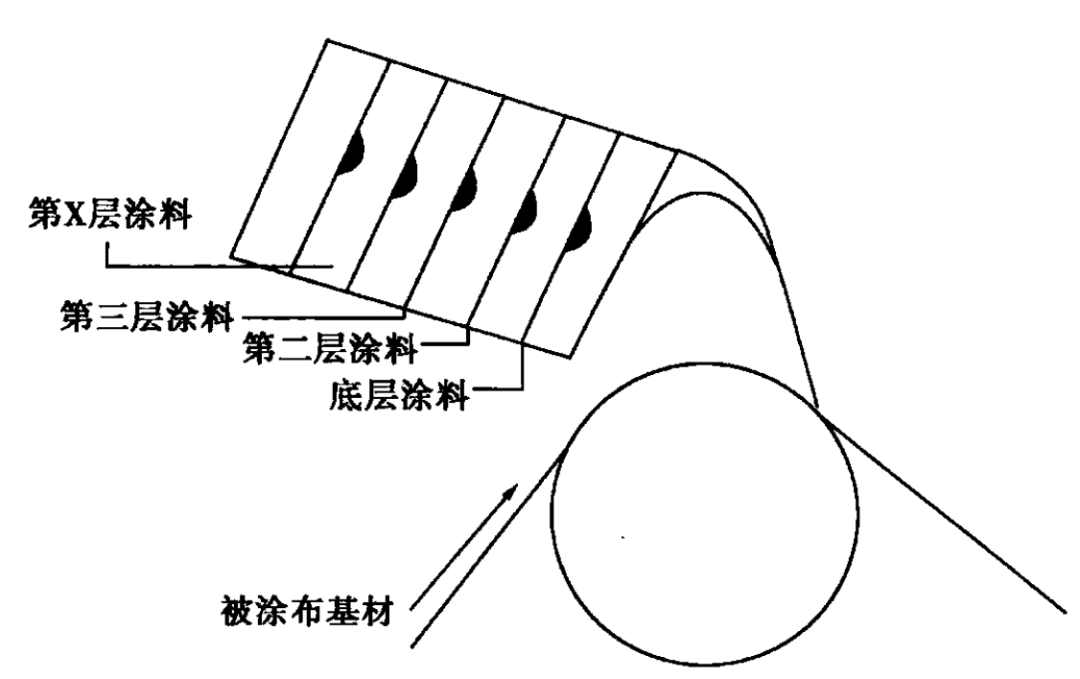
多层坡流涂布工作原理
多层落帘涂布工作原理
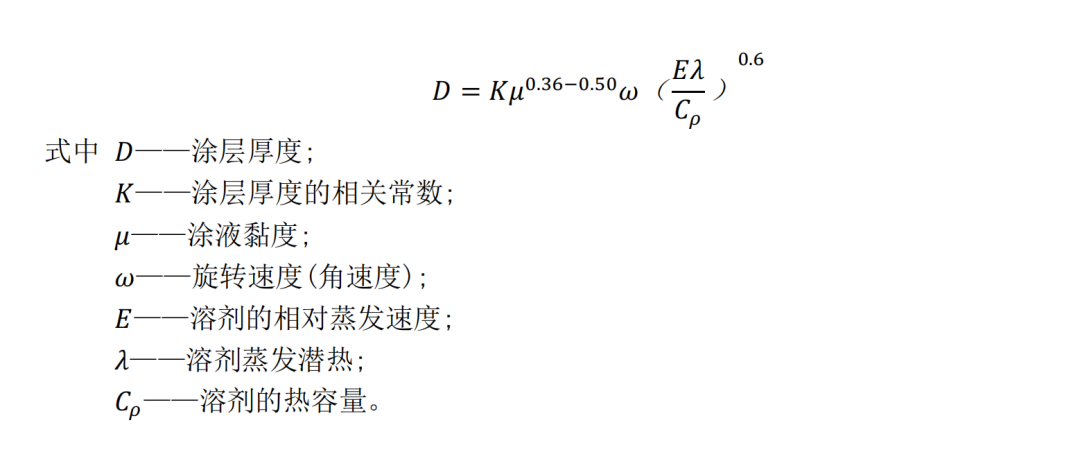
旋转涂布工作原理


