
涂布设备的刮刀是实现高质量涂层输出的关键

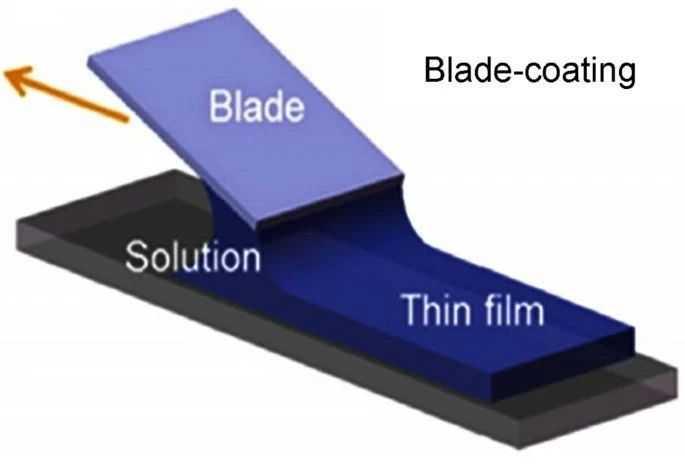
在涂布工艺中,刮刀涂布通过将涂布液运送到刮刀与基材之间的狭缝前方,利用刮刀定向匀速或加速运动,推动、推拽涂布液在基底上均匀铺展开,再经干燥、固化,最终在基材表面形成所需薄膜。刮刀作为涂布设备的核心部件,其性能直接关系到涂层的均匀性、质量和生产效率,是实现高质量涂层输出的关键。
本文将从刮刀性能与控制因素、刮刀带来的涂层质量问题、维护与保养和刮刀涂布应用场合方面进行阐述,同时简单介绍了逗号刮刀的内容。
刮刀性能与控制因素
材质
刮刀刀片直接接触并清除多余涂布液,因此需要具备良好的耐腐蚀性、耐热性和耐化学性。刮刀因材质不同分为硬刮刀和软刮刀,硬刮刀有一定的预研磨角度(如35°),使用时通常刮刀的预磨角度和刮刀与背辊之间的夹角相同或大3°~5°;软刮刀通常不带预研磨角度或带的角度很小(如4°),使用时通常使用硬支撑及小角度。硬刮刀比软刮刀容易控制涂布量,操作起来也更方便;软刮刀虽不易控制,但可以得到较大的涂布量及更好的涂布效果。
常见的刮刀材质包括金属(如不锈钢、钢合金)、橡胶、聚氨酯和陶瓷等。
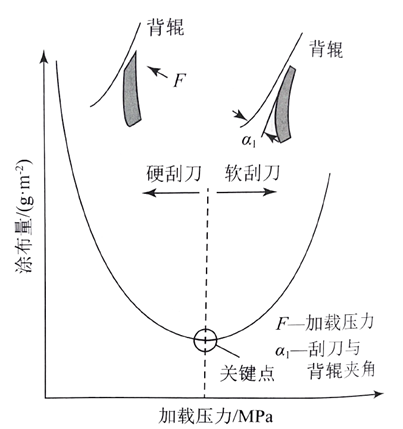
图1 软刮刀和硬刮刀涂布量控制
(图片来源:《涂布复合质量控制》)
刀口形状
常见的刀口刮刀形状包括斜角、微尖、内斜角、平刀口等。斜角刀口涂布范围最为广泛;微尖刀口能够精确地控制涂布液的流量和分布,更适用于高精度涂布;内斜角刀口设计有助于减少涂布过程中的气泡和刮痕;平刀口适用于需要大面积、高效率涂布的场合。
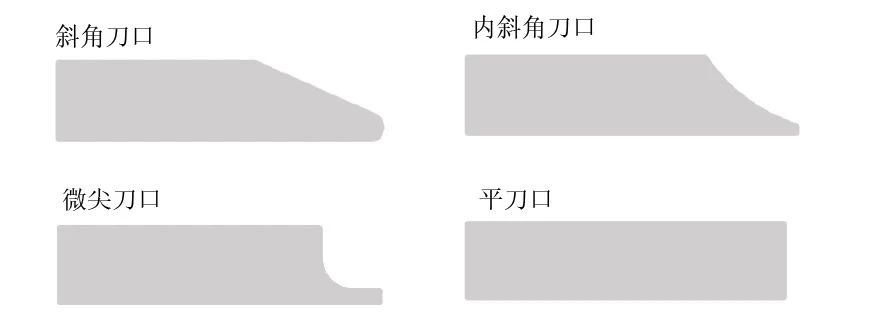
图2 刀口类型
角度
刮刀角度对涂布液的流动方向和分布状态有显著影响,需根据涂布液的黏度、流动性、固含量、基材性质、涂布速度和涂层厚度等因素综合调整。
刮刀角度的取值范围可以在15°~90°。在刮刀涂布机使用中,刮刀同网纹辊触点切线之间的角度通常建议在15°~30°,可以减少因角度过大而导致的刮刀震动或跳动问题。
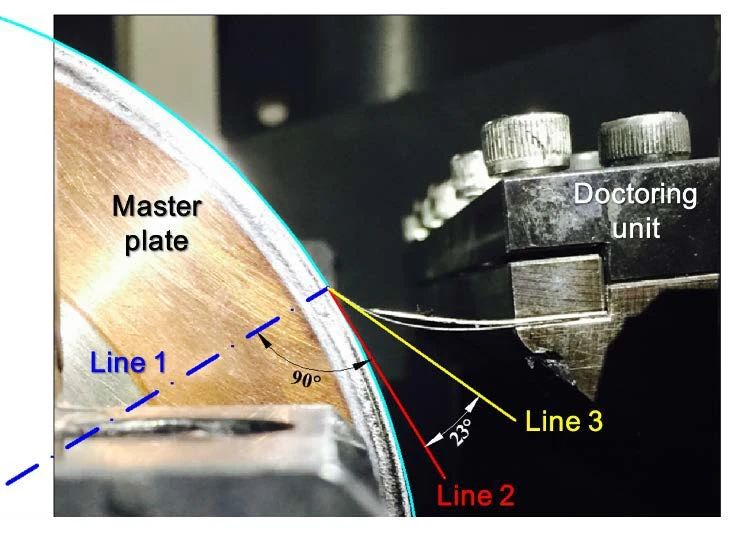
图3 背辊与刮刀之间角度
(图片来源:Development of doctoring apparatus capable of measurement and control of doctoring angle and force in printing equipment for printed electronics)
由于运动单元施加的力,刀片会发生形变,在刮刀过程中会改变实际的刀片角度。即使初始刀片角度相同,实际刀片角度也可能因运动单元的位移而不同,因此需要采用照相法或其他方式对角度进行测量,如图4所示。
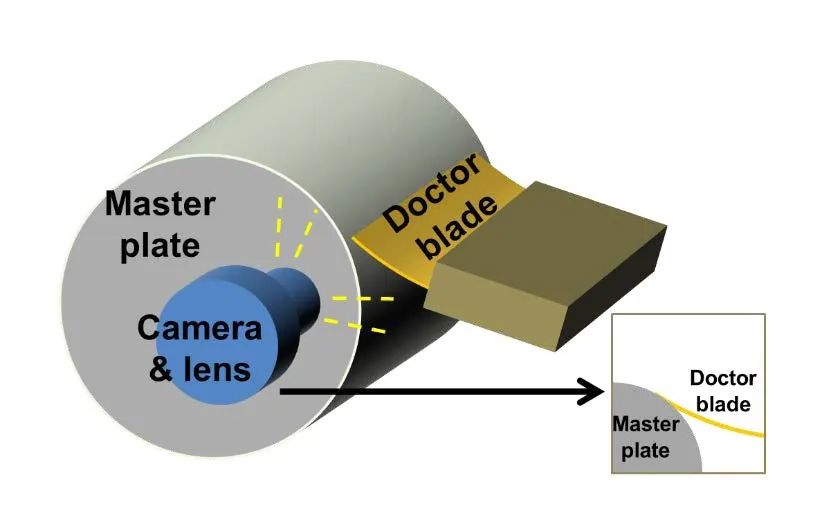
图4 利用照相法测量角度的方法示意图
(图片来源:Development of doctoring apparatus capable of measurement and control of doctoring angle and force in printing equipment for printed electronics)
压力
适当的刮刀压力可以确保刮刀与涂布表面紧密接触,有效去除多余涂布液,实现涂层均匀性。压力不足或过大均会导致涂层质量问题,如图5所示。
在实际操作时,刮刀压力一般设置在200~400kPa左右,这个范围通常适用于多种涂布场景,实际应用中可能需要根据具体情况进行调整。
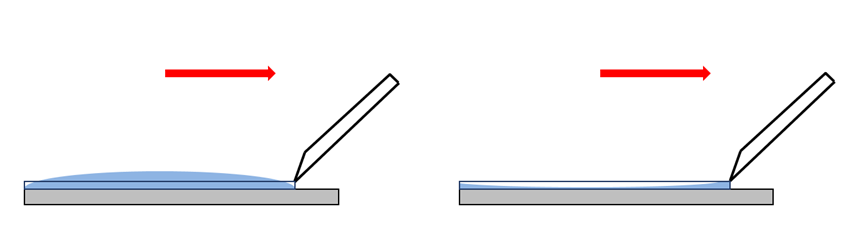
图5 刮刀压力过大、不足示意图
厚度
刮刀刀体的厚度影响刮刀性能和使用寿命。高精度涂布应用可能需要使用超薄刮刀,厚度范围通常在0.1~1毫米;在多数涂布应用中,厚度范围通常在1~6毫米;在处理高黏度涂布液或需要更高强度和稳定性的刮刀时,可能会选择厚度超过6毫米的刮刀。
锋利度
刮刀的锋利度取决于材质、刃口角度、刃口形状、制造工艺以及使用和维护方式等多个因素。锋利的刮刀能够更有效地清除多余的涂布液,确保涂层的均匀性和质量。但目前没有统一的标准进行衡量,通常通过主观进行判断:刮刀能够轻松、顺畅地刮除多余的涂布液,且涂层表面光滑、均匀则具有较高的锋利度。相反;如果刮刀在刮涂过程中出现卡顿、刮痕或涂层不均匀等现象,则表明刮刀锋利度不足。
平整度
刮刀的平整度是指刮刀在工作状态下,其刃口或工作面保持平滑、无波动或凹陷的程度,不平整的刮刀会导致涂层厚度不一致。
运行速度
刮刀速度影响涂布液在基材上的停留时间和涂层厚度。较快的速度可提高生产效率,但过快可能导致涂层不均匀或产生气泡。
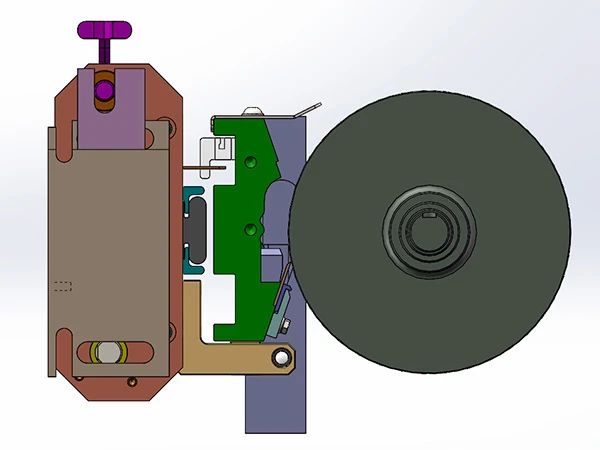
图6 涂布机刮刀系统示意图
刮刀带来的涂层质量问题
涂层不均
刮刀压力不均、涂布液流动性差、刮刀磨损严重等原因使涂布液未能均匀分布在基材上,导致涂层厚度不均。
刮痕
刮刀刃口有异物、涂布液中有杂质、刮刀磨损或硬度不匹配等原因涂层表面出现细长的划痕,破坏涂层完整性。
漏涂
刮刀设置不当、涂布液供给不足、刮刀与版面接触不良等原因部分区域未能覆盖涂布液,形成空白。
刀痕
刮刀硬度过高、刮刀与版面间隙过大、刮刀磨损严重等原因刮刀在涂层表面留下的痕迹,影响涂层平整度。
涂层异常
刮刀刮涂过程中引入杂质、涂布液配方不当、刮刀与涂层材料不匹配等原因涂层出现龟裂、变色、氧化等异常现象。

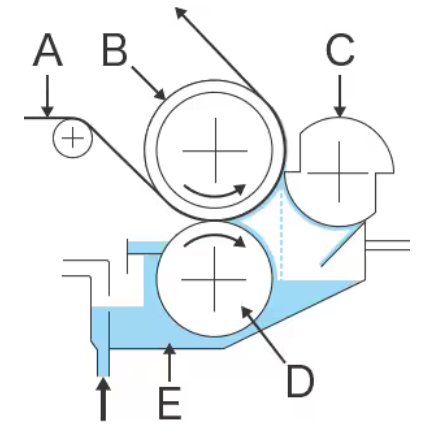
图7 刮刀系统
(图片来源:http://www.dgbaoqi.com/)
维护与保养
定期检查
定期对刮刀进行检查,包括检查刮刀刃口的磨损情况、刮刀与涂布辊之间的间隙、刮刀固定螺丝的紧固情况等。如发现异常或磨损严重,需及时更换或修复。
清洁保养
定期对刮刀进行清洁保养,去除刮刀表面的残留物和杂质,保持刮刀的清洁和光滑。同时,注意避免使用硬物或尖锐工具刮擦刮刀表面,以免损坏刮刀刃口。
更换磨损部件
如果发现刮刀的某些部件(如刃口、支撑架等)出现严重磨损或损坏,应及时更换,以确保刮刀的正常运行和涂层质量。
润滑刮刀
对于需要润滑的刮刀,应定期涂抹适量的润滑剂,以减少刮刀与涂布辊之间的摩擦,降低磨损。
全面检查
刮刀涂布应用场合
基材
涂布液
固含量:50%~60%;
黏度:1000~300000 MPa·s;
涂布量:6~30g/m2。
涂布液在刮刀涂布过程中应保持稳定,不与刮刀或基材发生化学反应。
部分应用领域
包装行业:用于涂布粘合剂、油墨等,以实现包装材料的粘合、印刷等功能。
电子行业:用于涂布导电油墨、绝缘涂层等材料,以提高电子元件的性能和可靠性。
建筑行业:用于涂布防水材料、保温材料等,以提高建筑物的防水性能和保温效果。
汽车行业:用于涂布防腐涂料、密封胶等材料,以保护汽车部件免受腐蚀和磨损。
光学行业:用于涂布各种光学薄膜材料,以实现特定的光学效果。

当涂布液流经逗号刮刀时,刀刃部分会将其切割成一层均匀的薄膜,并通过调整刮刀与涂布辊之间的间隙来控制涂层的厚度。涂层的均匀性主要取决于逗号刮刀的全跳动、圆柱度、刃口直线度。同时,逗号刮刀的设计还有助于减少涂布液的飞溅和浪费,提高涂布效率。


