
收卷工艺深度解析:如何有效规避薄膜压痕与暴筋缺陷

薄膜涂布收卷过程中出现压痕和暴筋,不仅影响产品外观,更可能导致后续加工环节的材料浪费。这类问题往往不是单一因素造成的,需要从收卷张力、设备精度、材料特性等多个维度进行排查。以下是针对这两类缺陷的系统分析及可执行的解决方案。
压痕:收卷后薄膜表面出现周期性或非周期性的凹陷痕迹,深度通常在几微米到几十微米,严重时可穿透涂层。
暴筋:收卷端面出现局部凸起或条纹状变形,导致卷材端面不平整,严重时引发层间滑动或材料撕裂。
首先观察缺陷的分布特征:压痕是否与收卷辊的转动周期相关?暴筋是否集中在卷材的特定位置?这些观察将帮助缩小排查范围。
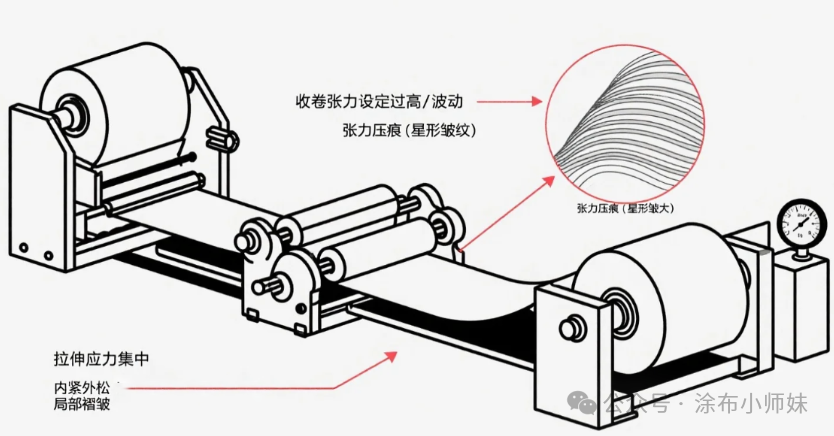
张力波动过大:收卷过程中张力突然升高或降低,导致层间压力不均,形成压痕。例如,放卷张力与收卷张力不匹配时,薄膜在收卷辊上的贴合度不稳定。
张力梯度设置错误:收卷张力未随卷径增大而逐渐降低,外层材料对内部产生过大压力,引发暴筋。尤其在厚膜或高弹性材料涂布中,张力梯度的影响更为显著。
收卷辊平行度偏差:收卷辊与支撑辊之间的平行度超出允许范围(通常要求≤0.05mm),导致薄膜在收卷过程中受力不均,形成局部压痕。
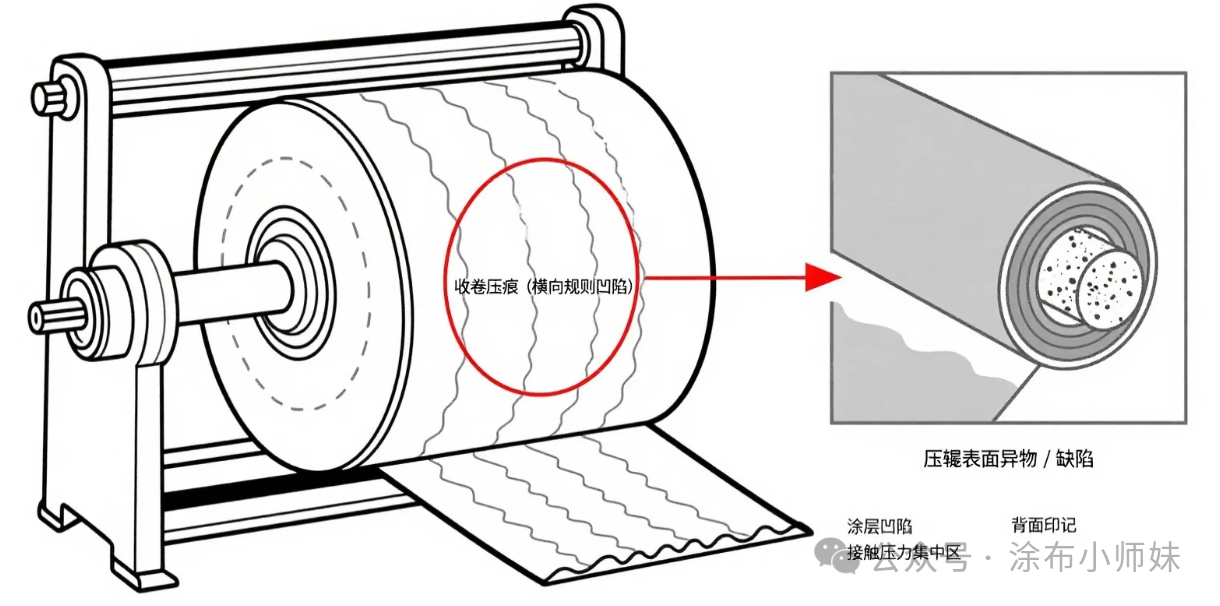
辊面清洁度不足:收卷辊表面残留的异物(如涂料颗粒、灰尘)在收卷时被压入薄膜,形成点状或线状压痕。
轴承或传动系统磨损:收卷辊轴承间隙过大或齿轮传动不平稳,导致辊子在转动过程中产生径向跳动,形成周期性压痕。
涂料粘度与干燥速度失衡:涂料粘度偏高或干燥速度过慢,导致收卷时涂层未完全固化,易被压出痕迹。例如,水性涂料在湿度较高的环境下干燥不充分,收卷后涂层仍处于软态。
薄膜基材的弹性回复性:某些基材(如PET、BOPP)在张力作用下产生的弹性变形无法完全恢复,收卷后内部应力释放形成暴筋。
涂层厚度不均:涂布过程中涂层厚度波动过大,厚涂层区域在收卷时更容易受到挤压,形成压痕或暴筋。
环境温度与湿度波动:温度过高导致涂层软化,湿度较大则影响干燥效果,两者均可能加剧压痕问题。
换卷操作不当:换卷时引带速度与收卷速度不匹配,或接片位置不平整,导致局部张力突变,形成周期性压痕。
收卷锥度设置错误:锥度(张力随卷径变化的比率)设置不合理,例如锥度过小导致外层张力过大,引发暴筋;锥度过大则可能导致内层松弛,形成皱纹。
第一步:看问题
压痕的间距是多少?用这个间距除以卷芯周长或接触辊周长,看看能不能对上某个辊子的尺寸。
暴筋在卷材宽度方向的什么位置?是否固定?如果固定,立刻去测量涂布模头对应位置的间隙。
第二步:做减法
拿一卷刚下线的、有问题的膜,不经过复卷,直接静置24小时。如果暴筋或压痕加重,说明是材料内部应力释放问题,核心锁定在收卷张力和锥度。
如果静置后没变化,那更可能是机械压伤。
第三步:设计工艺试验
试验一:张力梯度
同一款材料,分别用高张力、中张力、低张力 收三卷。
观察哪一卷的压痕/暴筋最轻。找到你的张力“甜区”。
试验二:锥度挑战
在“甜区”张力的基础上,设定不同的张力递减梯度。
目的是找到既能卷紧,又不会把内层材料“挤死”的那个平衡点。
试验三:接触辊压力测试如果你的设备支持,将接触辊压力设置为跟随卷径变化。观察不同压力曲线下的收卷效果。甚至,可以尝试在卷径较小时,让接触辊轻微脱离接触一小段时间,看看压痕是否会消失。
试验四:静置与复卷
将下线的膜卷,在特定的温度和湿度环境下静置一段时间。如果暴筋消失,说明材料回缩了,可以适当降低收卷张力。如果暴筋加重,那可能就是材料的“永久性创伤”了。
四、常见问题
Q: 换了新轴芯还是有暴筋,是不是材料太软了?
A: 不一定。先检查接触压辊的压力是否均匀。如果压辊两端气压不一致,或者橡胶层硬度不均,照样会挤出暴筋。另外,确认一下浆料固含量是否波动,固含量低会导致干膜太软,更容易变形。
Q: 压痕位置固定,但换了导辊还在,怎么回事?
A: 既然换了辊子还在,说明问题不在辊子表面。查查轴承座!轴承磨损导致辊子转动时径向跳动,也会形成周期性压痕。还有,检查机架是否有共振,有时候外部震动传导过来也会“印”在膜上。
Q: 张力锥度设到30%了,内圈还是暴筋,还能加吗?
A: 慎重!锥度过大容易导致外层松弛,产生“菊花状”褶皱。这时候应该回头检查起始张力是否过大,或者轴芯夹持力是否足够。有时候,减小起始张力比单纯增加锥度更有效。
五、写在最后
压痕和暴筋不会无缘无故出现,按着流程一步步查,你会发现,答案往往就藏在那些被忽略的细节里。


